內(nèi)壓越高,管材應(yīng)力狀態(tài)處于厚向應(yīng)變?cè)隽啃∮诹銋^(qū)域的時(shí)間越長(zhǎng),而補(bǔ)料量相同意味著總軸向應(yīng)變相同,因此由體積不變?cè)砜芍h(huán)向應(yīng)變?cè)酱螅凑f(shuō)明皺紋高度越大。本文興迪源機(jī)械帶來(lái)內(nèi)壓及溫度對(duì)皺紋形狀的影響。
一、內(nèi)壓對(duì)皺紋幾何形狀的影響:
圖10-20是在175℃、補(bǔ)料量為6mm的條件下獲得不同內(nèi)壓下的脹形管中及皺紋形狀。當(dāng)內(nèi)壓低于7.7MPa時(shí),管件軸向截面輪廓幾何形狀特征相同。靠近兩端的凸起皺紋是以正弦曲線為母線的旋轉(zhuǎn)殼體,夾在皺紋中間的是圓柱殼體。
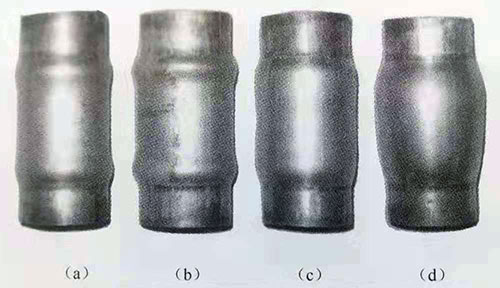
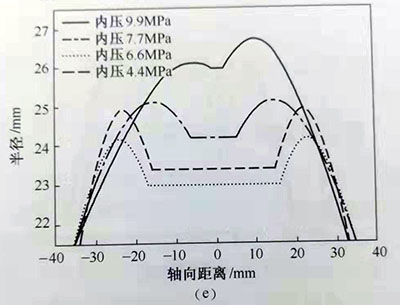
圖10-20不同內(nèi)壓下脹形管件及皺紋形狀
(a)內(nèi)壓4.4MPa;(b)內(nèi)壓6.6MPa:(c)內(nèi)壓7.7MPa;(d)內(nèi)壓9.9MPa;(e)皺紋形狀擬合曲線
當(dāng)在內(nèi)壓為9.9MPa的條件下補(bǔ)料時(shí),由于內(nèi)壓較大,管材的變形方式發(fā)生改變,基本以脹形為主,壓縮皺紋不明顯。但當(dāng)內(nèi)壓達(dá)到9.9MPa時(shí),靠近兩端凸起皺紋的截面形狀盡管仍以正弦曲線為主,但兩皺紋相距很近并且左右不對(duì)稱。也就是說(shuō),相同補(bǔ)料量下所用內(nèi)壓越大,得到皺紋的高度越大,寬度越大,且皺紋向中間移動(dòng)。
不同內(nèi)壓下皺紋幾何特征值的變化可以通過(guò)應(yīng)力狀態(tài)給予解釋。內(nèi)壓越高,管材應(yīng)力狀態(tài)處于厚向應(yīng)變?cè)隽啃∮诹銋^(qū)域的時(shí)間越長(zhǎng),而補(bǔ)料量相同意味著總軸向應(yīng)變相同,因此由體積不變?cè)砜芍h(huán)向應(yīng)變?cè)酱?,即說(shuō)明皺紋高度越大。內(nèi)壓越高,管材皺谷處發(fā)生塑性變形的時(shí)間越長(zhǎng),即皺谷環(huán)向應(yīng)變?cè)酱?。從能量角度看,為使皺谷環(huán)向應(yīng)變?cè)龃?,皺紋的寬度增大要比皺紋寬度不變或者減小所需能量小得多,因此內(nèi)壓越高皺紋寬度越大。而皺紋寬度的增大是通過(guò)向皺峰兩邊的材料擴(kuò)充實(shí)現(xiàn)的,因此皺紋向中間移動(dòng)。
二、溫度對(duì)皺紋形狀的影響:
圖10-21是補(bǔ)料量為6mm時(shí)不同溫度下脹形管件及皺紋形狀。為了消除溫度對(duì)屈服強(qiáng)度的影響,采用相同的內(nèi)壓屈服強(qiáng)度比(0.03σs,)來(lái)設(shè)置各個(gè)溫度下內(nèi)壓。

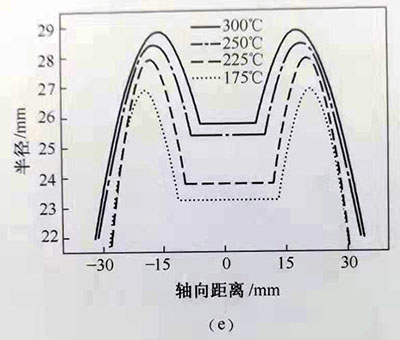
圖10-21不同溫度下脹形管件及皺紋形狀
(a)溫度175℃;(b)溫度225℃;(e)溫度250℃;(d)溫度300℃;(e)皺紋形狀擬合曲線。
AZ31B鎂合金管材室溫塑性很差,在補(bǔ)料未達(dá)到6mm時(shí),出現(xiàn)剪切開(kāi)裂。在不同的溫度下,管件軸向截面輪廓幾何形狀相似,即靠近兩端的凸起皺紋是以正弦曲線為母線的旋轉(zhuǎn)殼體,夾在皺紋中間的是圓柱殼體。溫度越高,夾在皺紋中間的圓柱殼體部分長(zhǎng)度越小,且其外徑越大。
由于所采用的內(nèi)壓與各溫度下材料屈服強(qiáng)度之比相同,因此不同溫度下管材在初始屈服時(shí)的應(yīng)力狀態(tài)均處于厚向應(yīng)變?cè)隽看笥诹愕膮^(qū)域。但是由于不同溫度下材料抵抗繼續(xù)變形的能力(即材料的硬化)不相同,因此隨著補(bǔ)料量的增加,管材發(fā)生塑性變形程度不同。AZ31B管材的硬化指數(shù)隨著溫度升高而下降,因此相同載荷下溫度越高管材塑性變形的增量越大,即皺紋高度越高、寬度越大。而皺紋寬度的增大是通過(guò)向皺峰兩邊的材料擴(kuò)充實(shí)現(xiàn)的,因此皺紋向中間移動(dòng)。
通過(guò)熱態(tài)脹形性能研究,AZ31B管材在175℃時(shí)具有最大膨脹率。在該溫度下,通過(guò)內(nèi)壓和軸向補(bǔ)料匹配,可在成形區(qū)預(yù)先聚集存儲(chǔ)材料,進(jìn)一步提高成形能力。圖10-22是在175℃時(shí)通過(guò)內(nèi)壓和軸向補(bǔ)料匹配成形出的AZ31鎂合金變徑管,最大膨脹率達(dá)到50%,最大減薄率僅為17%。
圖10-22大膨脹率鎂合金變徑管
【興迪源機(jī)械液壓技術(shù)優(yōu)勢(shì)】
興迪源機(jī)械嚴(yán)格按照ISO國(guó)際標(biāo)準(zhǔn)質(zhì)量管理體系和5S管理標(biāo)準(zhǔn)進(jìn)行質(zhì)量監(jiān)控和內(nèi)部管理。建立有 “河南省流體壓力成形智能裝備工程技術(shù)研究中心”,核心團(tuán)隊(duì)由數(shù)10名博士、碩士和各高等院校金屬成形專家教授組成,專注于液壓成形核心技術(shù)和產(chǎn)品工藝研發(fā)。

興迪源機(jī)械與中國(guó)科學(xué)院金屬研究所、南京航空航天大學(xué)等院校開(kāi)展長(zhǎng)期的產(chǎn)、學(xué)、研合作,并共同設(shè)立了“液壓成形技術(shù)產(chǎn)業(yè)化示范基地”,時(shí)刻跟蹤國(guó)內(nèi)外領(lǐng)先技術(shù),不斷提升“興迪源”液壓設(shè)備品牌價(jià)值。
部分文段和圖片摘自:
《現(xiàn)代液壓成形技術(shù)》
作者:苑世劍
由興迪源機(jī)械編輯
版權(quán)歸原作者所有
如若侵權(quán)請(qǐng)聯(lián)系刪除