球形容器受力均勻、承載能力高,為了克服球殼傳統(tǒng)制造技術(shù)的缺點(diǎn),發(fā)明了一種球形容器無模液壓成形技術(shù),該技術(shù)克服了傳統(tǒng)制造工藝使用模具和壓力機(jī)主要缺點(diǎn)。本文興迪源機(jī)械帶來球形容器的成形優(yōu)點(diǎn)及無模液壓成形技術(shù)的原理及優(yōu)點(diǎn)。
一、球形容器的成形優(yōu)點(diǎn):

球形容器(球殼)與圓柱形容器相比具有兩個(gè)主要優(yōu)點(diǎn):
?、偾蛐稳萜魇芰鶆?、承載能力高,在相同壁厚和相同直徑條件下,其承載能力比圓筒形容器高1倍;
?、谇蛐稳萜鞅砻娣e小,因而在同等容量下球形容器所用鋼材少、重量輕、熱量損失少,從而降低了制造和儲(chǔ)運(yùn)成本。
球殼傳統(tǒng)制造技術(shù)主要是模壓成形工藝,對于不同直徑和不同壁厚球殼,采用不同的模具壓制出球殼板再焊接成為整個(gè)球體,主要缺點(diǎn)是需要大工作臺(tái)面壓力機(jī)和大型模具、壓制和二次切割工藝復(fù)雜、成本高。對于直徑較小球殼,也可以采用拉深成形半球或若干球瓣再焊接整個(gè)球體。其缺點(diǎn)主要是模具成本高,拉深過程容易出現(xiàn)起皺和開裂缺陷。
為了克服球殼傳統(tǒng)制造技術(shù)的缺點(diǎn),發(fā)明了一種球形容器無模液壓成形技術(shù),該技術(shù)克服了傳統(tǒng)制造工藝使用模具和壓力機(jī)主要缺點(diǎn)。
二、球形容器無模液壓成形技術(shù)的原理及優(yōu)點(diǎn):
1)球形容器無模液壓成形技術(shù)的原理:
球形容器無模液壓成形工藝的基本過程為:先由平板或經(jīng)過輥彎的單曲率殼板組焊成封閉多面殼體,然后在封閉多面殼體內(nèi)充滿液體介質(zhì)(通常為水), 并通過一個(gè)加壓系統(tǒng)向封閉多面殼體內(nèi)施加內(nèi)壓,在內(nèi)壓作用下,殼體產(chǎn)生塑性變形而逐漸趨向于球殼。對于單曲率殼體,該工藝的主要工序?yàn)?下料→彎卷→組裝焊接→液壓成形,如圖9-1所示。
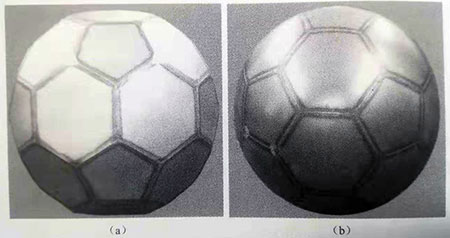
圖9-1球形容器無模液壓成形過程
(a)初始多面殼體;(b)球殼
理論上的基本依據(jù)有兩點(diǎn):
?、僭谮吳蛄氐淖饔孟職んw將隨著成形壓力的增加而逐漸變?yōu)榍驓?在殼體的任一部位;如果曲率半徑相對大一些,則該處在加載時(shí)就先變形,相應(yīng)地曲率半徑就會(huì)變小而停止變形,原曲率半徑相對小的部位此時(shí)就會(huì)相對大些而開始變形,如此循環(huán),最終各處的曲率半徑相等就變成了球殼;
②金屬材料塑性變形的自動(dòng)調(diào)節(jié)性,在成形過程中,先滿足屈服條件的部位首先開始塑性變形,隨著變形量的增加而發(fā)生強(qiáng)化,使塑性變形向其他相對較弱的區(qū)域轉(zhuǎn)移,而原來相對較強(qiáng)的區(qū)域變?yōu)橄鄬^弱的區(qū)域并發(fā)生塑性變形,如此循環(huán)調(diào)節(jié),最終成形的球殼厚度分布較為均勻。
2)球形容器無模液壓成形技術(shù)的優(yōu)點(diǎn):
球形容器無模液壓成形技術(shù)主要優(yōu)點(diǎn):
①不需要大型的模具和壓力機(jī),可降低生產(chǎn)成本;
?、谝?yàn)椴恍枰>?生產(chǎn)周期縮短;
③經(jīng)過超載脹形,有效地降低了焊接殘余應(yīng)力。
【興迪源機(jī)械簡介】
興迪源機(jī)械(Xingdi Machinery)是一家專注流體壓力成形技術(shù)的鍛壓設(shè)備制造企業(yè)。自2007年創(chuàng)立以來,興迪源機(jī)械一直致力于內(nèi)高壓成形的技術(shù)創(chuàng)新和產(chǎn)品研發(fā)。主營產(chǎn)品范圍從生產(chǎn)普通液壓設(shè)備,現(xiàn)今發(fā)展至生產(chǎn)、研發(fā)國內(nèi)頂尖流體壓力成形技術(shù)的鍛壓設(shè)備。
興迪源機(jī)械是先進(jìn)輕量化成形技術(shù)的提供者,從產(chǎn)品研發(fā)、設(shè)備生產(chǎn)、模具研制、方案定制,直至最終交付及提供增值服務(wù),我們?yōu)榭蛻籼峁┑牟粌H僅是一臺(tái)液壓設(shè)備,而是一整套智能制造成形方案。
部分文段和圖片摘自:
《現(xiàn)代液壓成形技術(shù)》
作者:苑世劍
由興迪源機(jī)械編輯
版權(quán)歸原作者所有
如若侵權(quán)請聯(lián)系刪除