不銹鋼頭罩零件示意圖如圖8-42所示,厚度為1mm。該零件原來采用傳統(tǒng)的加工方法,平板毛壞通過與零件內(nèi)部尺寸一致的剛性凸模及與之匹配的凹模進行拉深成形,零件中間形成工藝凸臺。
由于變形過程中拉深與反拉深同時進行,凸模與坯料之間的不利摩擦使工藝凸臺圓角附近的A點(圖8-43)處拉應(yīng)力過大而易破裂,零件難以成形。同樣,若采用充液拉深成形工藝,由于液室壓力作用下剛性凸模與坯料之間摩擦效果的加強,也不利于坯料的法蘭區(qū)向中間流動以形成工藝凸臺。因此,充液拉深也不適合該零件的成形。
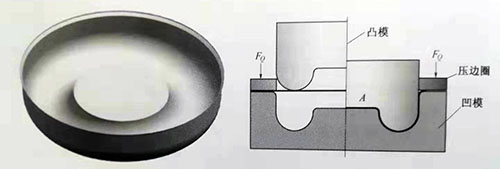
圖8-42不銹鋼頭罩零件示意圖 圖8-43傳統(tǒng)拉深成形示意圖
采用液體凸模拉深成形技術(shù)可以克服傳統(tǒng)拉深成形過程中剛性凸模與板材之間的不利摩擦,使變形坯料在液壓作用下經(jīng)過平板毛坯變形為球冠,再進一步貼模成形為半環(huán)殼零件,如圖8-44所示。通過控制法蘭區(qū)壓邊力,在脹形成形的同時,法蘭流入凹模,整個變形的實質(zhì)是拉深-脹形復(fù)合成形。
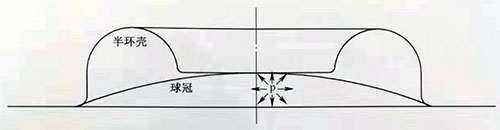
圖8-44液體凸模拉深變形過程示意圖
該零件在充液拉深成形裝置上通過如圖8-45所示的集凹模、壓邊圈于一體的半環(huán)殼形件成形凹模結(jié)構(gòu)實現(xiàn)液壓成形。模具中間的凸臺為可移動更換的形式,以方便成形過程中對其圓角及高度的適當調(diào)整,增加模具結(jié)構(gòu)靈活性。
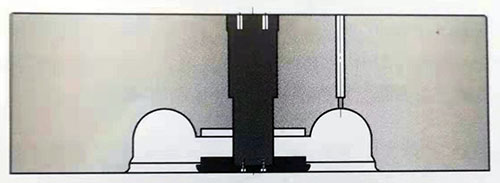
圖8-45半環(huán)殼形件成形凹模結(jié)構(gòu)
該零件成形的關(guān)鍵在于成形模具結(jié)構(gòu)中工藝凸臺圓角大小及成形過程中壓邊力控制。工藝凸臺圓角過小,彎曲產(chǎn)生拉應(yīng)力增大而易導(dǎo)致破裂;增大圓角則必須以增加工藝凸臺高度為前提。通過模擬分析及實驗,工藝凸臺圓角半徑為8mm較為合適。
由于采用凹模與壓邊圈為一體的倒置模具結(jié)構(gòu),合模力起到防止法蘭起皺及平衡來自充液室的液室壓力作用。因此,合模力的施加應(yīng)該與成形過程液壓大小相匹配,否則會導(dǎo)致破裂或者無法建立液壓。
合理的液室壓力隨時間變化曲線如圖8-46所示。液壓加載曲線的變化過可分為三個階段。
第1階段,成形液壓較小,曲線的斜率較小,法蘭區(qū)坯料在液壓作用下向凹??趦?nèi)流入,平板逐漸成形為曲率半徑較大的球冠。
第2階 段,球冠的頂部與模具的平底凸臺接觸,開始形成近似的半環(huán)殼。在該階段,由于材料硬化以及由單曲率零件成形變?yōu)殡p曲率零件成形,所需的壓力大幅增加。
第3階段,完整的半環(huán)殼基本形成,為保證半環(huán)殼的完全貼模以及半環(huán)殼直壁處階梯的完全成形,必須施以較大的液壓以達到整形的目的,成形零件如圖8-47所示。
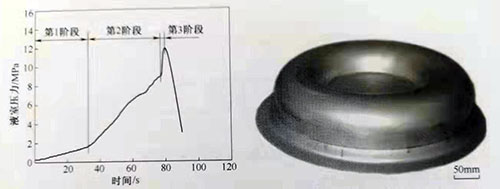
圖8-46液壓載荷隨時間變化曲線 圖8-47液體凸模拉深成形的半環(huán)殼零件
【興迪源機械液壓技術(shù)優(yōu)勢】
興迪源機械嚴格按照ISO國際標準質(zhì)量管理體系和5S管理標準進行質(zhì)量監(jiān)控和內(nèi)部管理。建立有 “河南省流體壓力成形智能裝備工程技術(shù)研究中心”,核心團隊由數(shù)10名博士、碩士和各高等院校金屬成形專家教授組成,專注于液壓成形核心技術(shù)和產(chǎn)品工藝研發(fā)。

興迪源機械與中國科學院金屬研究所、南京航空航天大學等院校開展長期的產(chǎn)、學、研合作,并共同設(shè)立了“液壓成形技術(shù)產(chǎn)業(yè)化示范基地”,時刻跟蹤國內(nèi)外領(lǐng)先技術(shù),不斷提升“興迪源”液壓設(shè)備品牌價值。
部分文段和圖片摘自:
《現(xiàn)代液壓成形技術(shù)》
作者:苑世劍
由興迪源機械編輯
版權(quán)歸原作者所有
如若侵權(quán)請聯(lián)系刪除