
近年來,由于安全性能和節(jié)能減排的需求,市場(chǎng)對(duì)汽車的輕量化技術(shù)的關(guān)注度越來越高。液壓成形技術(shù)在具有復(fù)雜截面的管類零件成形時(shí),可提高管材剛度和強(qiáng)度的同時(shí),還能減少生產(chǎn)工序,提高生產(chǎn)效率,所以,該技術(shù)在汽車制造業(yè)的應(yīng)用越來越廣泛。研究單位和企業(yè)針對(duì)這方面的技術(shù)應(yīng)用研究,也不斷拓展和延伸。
我司作為液壓成形技術(shù)及其相關(guān)裝備的研發(fā)企業(yè),自成立以來從未停止過對(duì)該技術(shù)應(yīng)用的探索與創(chuàng)新。尤其是2014年以來,與權(quán)威研究機(jī)構(gòu)中科院金屬研究所達(dá)成了深度的產(chǎn)學(xué)研合作關(guān)系,并共同完成了近十項(xiàng)課題研究,獲得數(shù)個(gè)國家發(fā)明專利。
值得一提的是,近期我司與中科院金屬研究所又共同完成了針對(duì)彎曲成形和液壓成形對(duì)汽車裝飾尾管壁厚分布的影響的研究,研究結(jié)果將為相關(guān)企業(yè)生產(chǎn)提供借鑒和參考,也將推動(dòng)液壓成形技術(shù)在管類零件生產(chǎn)加工中的應(yīng)用和發(fā)展。
其他研究單位還有中國科學(xué)技術(shù)大學(xué)材料科學(xué)與工程學(xué)院和蘇州事達(dá)同泰汽車零部件有限公司。相關(guān)研究文章發(fā)表在了行業(yè)權(quán)威期刊《鍛壓技術(shù)》上。
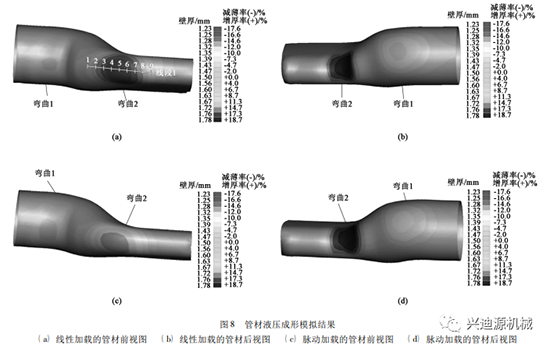
該研究針對(duì)乘用車的排氣管路中的薄壁裝飾尾管的整體制造難題展開,對(duì)AISI 304不銹鋼管材的彎曲預(yù)成形及液壓成形工藝進(jìn)行了模擬分析,并重點(diǎn)考慮不同加載方式即線性加載和脈動(dòng)加載對(duì)成品件壁厚分布的影響。

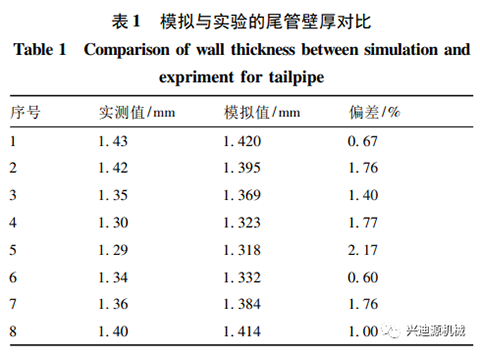
基于彎曲預(yù)成形和液壓成形對(duì)管材壁厚分布的模擬結(jié)果,研究人員采用我司伺服液壓成形機(jī)對(duì)乘用車裝飾尾管開展液壓成形實(shí)驗(yàn)。實(shí)驗(yàn)結(jié)果顯示二者偏差很小,偏差值在0.60%~2.17%區(qū)間,符合要求。

整體鑄造框架式伺服內(nèi)高壓成形設(shè)備
此次研究還得出,管材進(jìn)行彎曲預(yù)成形時(shí),兩次彎曲間距的大小會(huì)影響第 2 次彎曲后管件的壁厚,隨著兩次彎曲間距值的減小,第 2 次彎曲處的最大減薄率呈減小的趨勢(shì); 在管材彎曲預(yù)成形的基礎(chǔ)上進(jìn)行液壓成形,相比于線性加載而言,脈動(dòng)加載通過提高沖頭進(jìn)給和改善材料的成形性能,使零件壁厚的最大減薄率由 17. 6% 降為 12. 1% ,壁厚分布更為均勻,降低了開裂的傾向并提高了成形質(zhì)量。



